



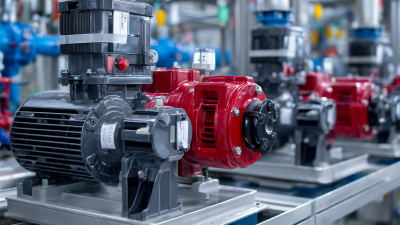
 In the realm of industrial applications, the significance of chemical metering pumps cannot be overstated.
These precision devices are crucial for accurately dispensing chemicals needed for processes such as water treatment, pharmaceuticals, and food production.
According to a report from MarketsandMarkets, the global chemical metering pump market is projected to reach USD 3.84 billion by 2025,
growing at a CAGR of 6.3% from 2020 to 2025. This growth is driven by increasing demand for water purification and stringent regulations on wastewater management,
highlighting the pivotal role these pumps play in ensuring compliance and operational efficiency.
With advancements in technology and automation, understanding how to effectively utilize and maintain chemical metering pumps is essential for maximizing their performance and achieving optimal safety standards in various industrial settings.
In the realm of industrial applications, the significance of chemical metering pumps cannot be overstated.
These precision devices are crucial for accurately dispensing chemicals needed for processes such as water treatment, pharmaceuticals, and food production.
According to a report from MarketsandMarkets, the global chemical metering pump market is projected to reach USD 3.84 billion by 2025,
growing at a CAGR of 6.3% from 2020 to 2025. This growth is driven by increasing demand for water purification and stringent regulations on wastewater management,
highlighting the pivotal role these pumps play in ensuring compliance and operational efficiency.
With advancements in technology and automation, understanding how to effectively utilize and maintain chemical metering pumps is essential for maximizing their performance and achieving optimal safety standards in various industrial settings.
When selecting a chemical metering pump for industrial applications, understanding the specific needs of your operation is crucial. According to a recent report by Grand View Research, the global market for chemical metering pumps is expected to reach $4.43 billion by 2025, driven by the increasing demand for precise fluid control in various industries. Factors such as pump type, material compatibility, and flow rate should guide your decision-making process. Positive displacement pumps, for instance, offer high accuracy and reliability for aggressive chemicals, making them ideal for applications in water treatment and petrochemical sectors.
Additionally, the evolving technology in chemical metering pumps, such as smart pumping systems and IoT integration, requires that companies carefully consider their operational demands. Research from MarketsandMarkets indicates that the demand for digital metering solutions is projected to grow at a CAGR of 6.5% from 2020 to 2025. These technologies can provide real-time monitoring and increased efficiency, ultimately leading to reduced operational costs. Choosing the right chemical metering pump means not just considering current batch requirements but also anticipating future needs, ensuring scalability and adaptability in a rapidly changing industrial landscape.



Whether your solution requires a single pumping application or an expansive engineered system,
CheckPoint is committed to becoming your partner in excellence.